Why measure gloss?
Gloss is an aspect of the visual perception of objects that is as important as colour when considering the psychological impact of products on a
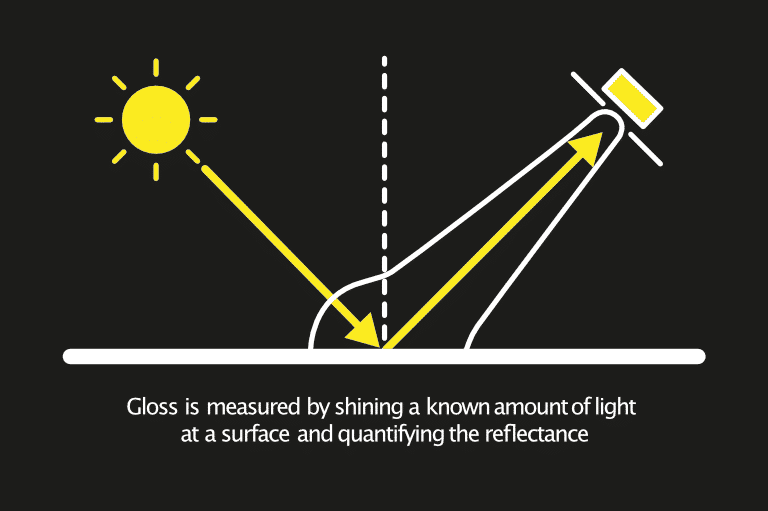
A measurement proportional to the amount of light reflected from a surface.
Geometry: The correct measurement geometry should be used according to the sample finish – matt: 85°, mid gloss: 60°, high gloss: 20°

The peak gloss measured over a very narrow angle.
Usage: It is very sensitive to surface texture and can be used to identify subtle differences in smooth surfaces.
A measure of how clearly a reflected image will appear in a reflective surface.
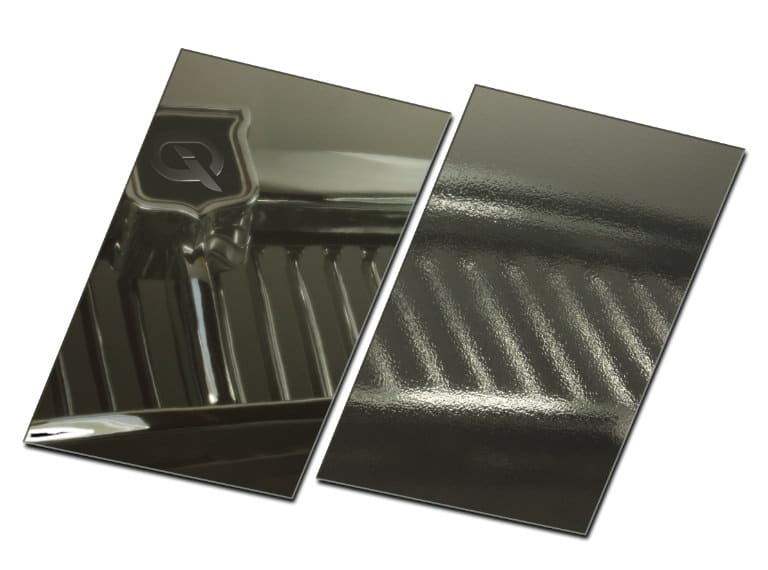
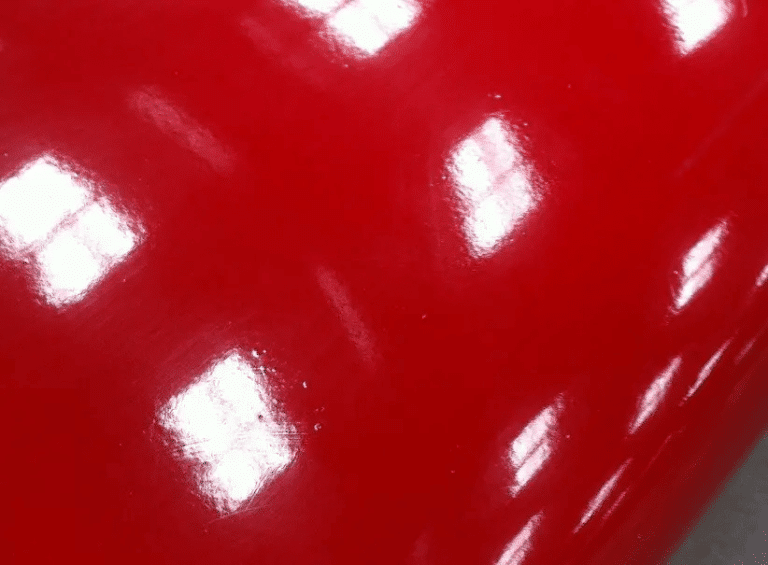
Orange peel dramatically reduces appearance quality without affecting gloss readings. These two test panels measure identically with a standard glossmeter. The Rhopoint IQ with RIQ/DOI measurement can quantify the differences.

RIQ is used to quantify effects such as orange peel and surface waviness. This new parameter gives higher resolution results compared to Distinctness of Image (DOI) measurement and better mimics human perception of surface texture, especially on high quality finishes such as automotive.
Symptoms of poor RIQ: Orange peel, brush marks, waviness or other structures visible on the surface. Reflected images are distorted.
Causes: Application problems, incorrect coating flow, coating viscosity too high/low, sag or flow of coating before curing, incorrect particle size/distribution, overspray, improper flash/ recoat time, inter-coat compatibility, incorrect cure times and cure temperature.

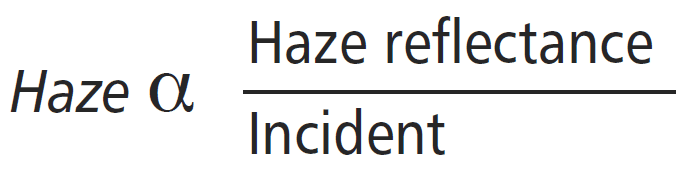
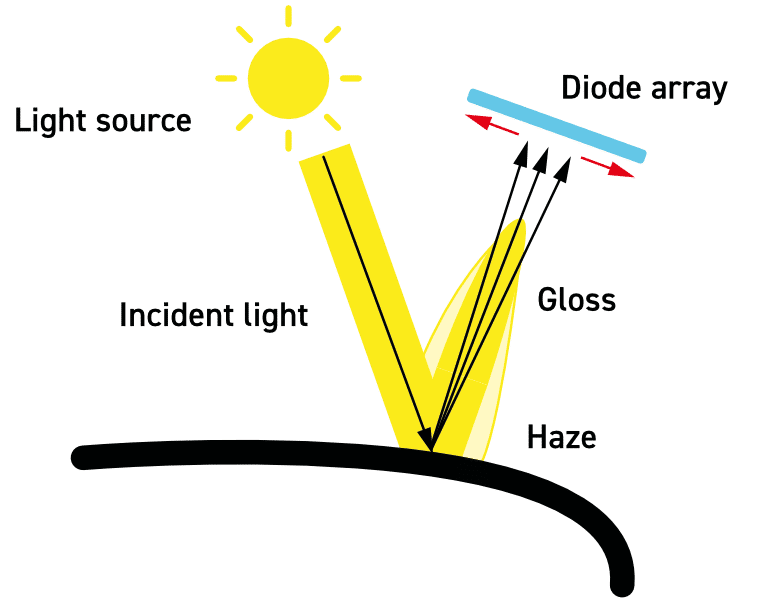
An optical effect caused by microscopic texture or residue on a surface.
Visible symptoms: A milky finish is apparent on the surface with a loss of reflected contrast. Halos and patterns can be seen around reflections of high intensity light sources.
Causes: Poor dispersion, raw material incompatibility, additive migration, vehicle quality, stoving/drying/
curing conditions, polishing marks, fine scratches, ageing, oxidisation, poor cleanliness/surface residue.
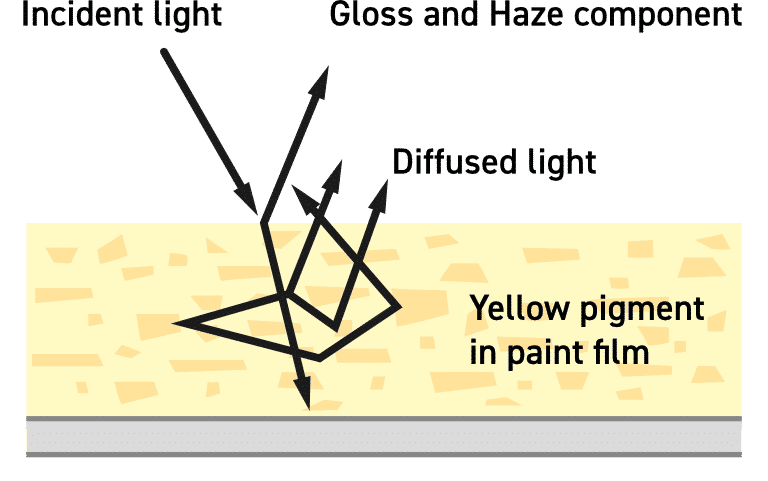
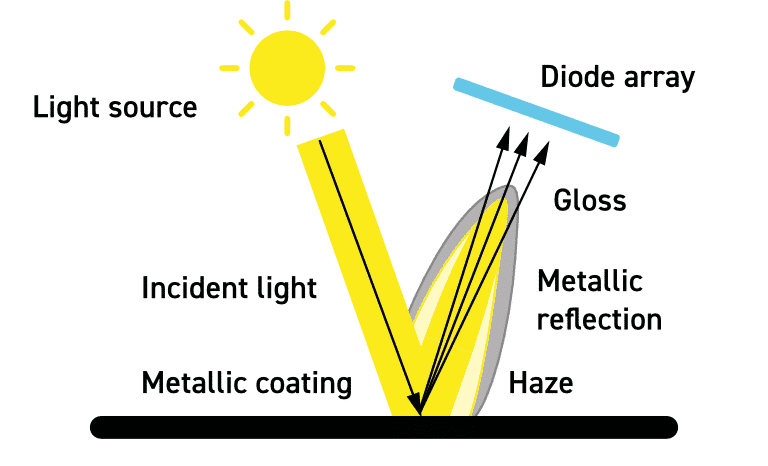
The instrument compensates for reflection from within the coating for highly reflective pigments, metallic coatings and speciality pigments, allowing the haze of any painted surface to be measured.



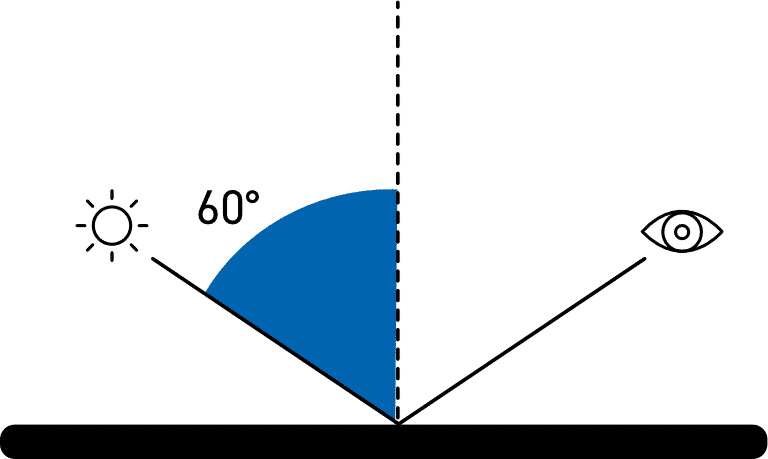
All gloss levels can be measured using the standard measurement angle of 60°. This is used as the reference angle with the complimentary angles of 85° and 20° often used for low and high gloss levels respectively.
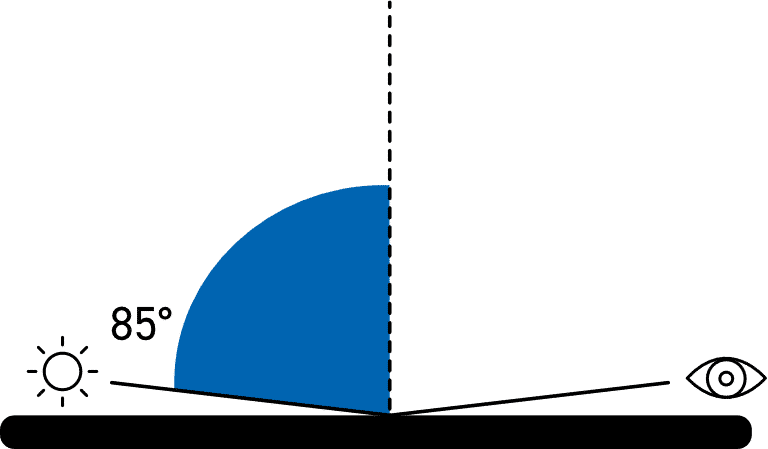
For improved resolution of low gloss a grazing angle of 85° is used to measure the surface. This angle is recommended for surfaces which measure less than 10GU when measured at 60°.
This angle also has a larger measurement spot which will average out differences in the gloss of textured or slightly uneven surfaces.
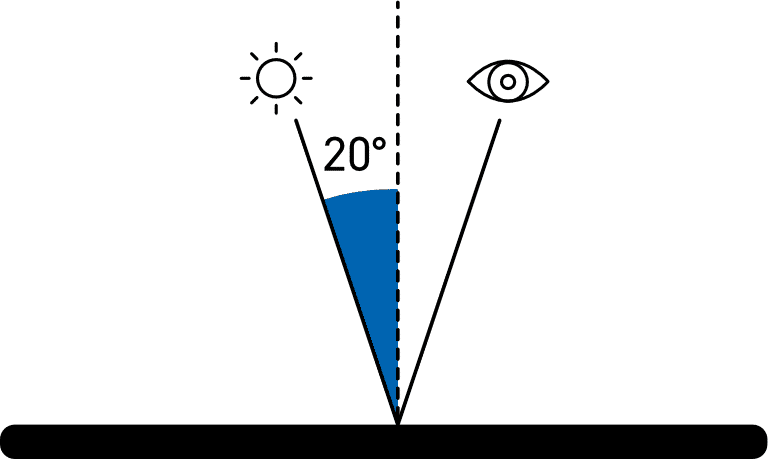
The acute measurement angle of 20° gives improved resolution for high gloss surfaces. Surfaces that measure 70GU and above at the standard angle of 60° are often measured with this geometry.
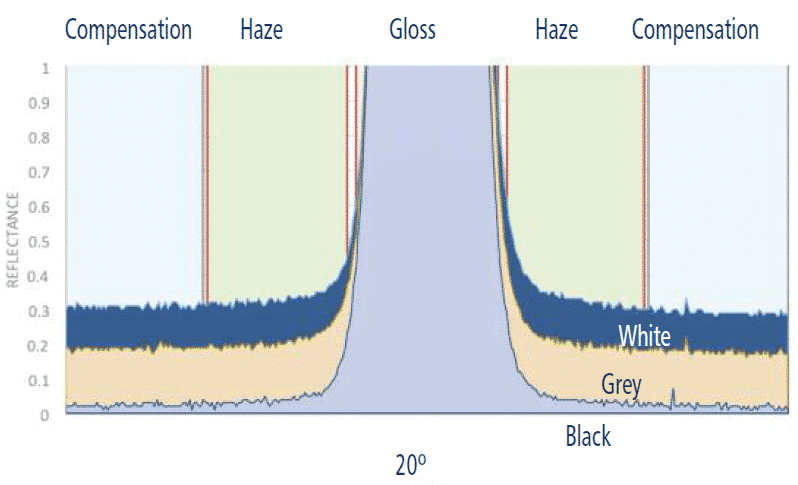
The 20° angle is more sensitive to haze effects that affect the appearance of a surface.
This measuring angle is in accordance with the ISO 2457 standard for the gloss measurement of plastic films and solid plastic parts as well as according to the standard ASTM C346 for the gloss measurement of ceramics
All gloss levels can be measured using the standard measurement angle of 60°. This is used as the reference angle with the complimentary angles of 85° and 20° often used for low and high gloss levels respectively.
For improved resolution of low gloss a grazing angle of 85° is used to measure the surface. This angle is recommended for surfaces which measure less than 10GU when measured at 60°.
This angle also has a larger measurement spot which will average out differences in the gloss of textured or slightly uneven surfaces.
The acute measurement angle of 20° gives improved resolution for high gloss surfaces. Surfaces that measure 70GU and above at the standard angle of 60° are often measured with this geometry.
The 20° angle is more sensitive to haze effects that affect the appearance of a surface.


No Haze, deep reflection
High Haze, ‘shallow’ finish

Low Haze

Higher Haze






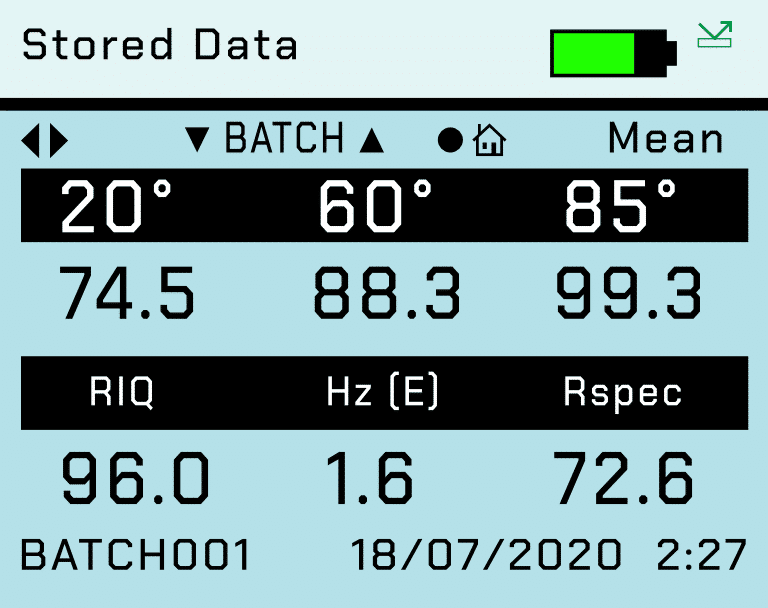
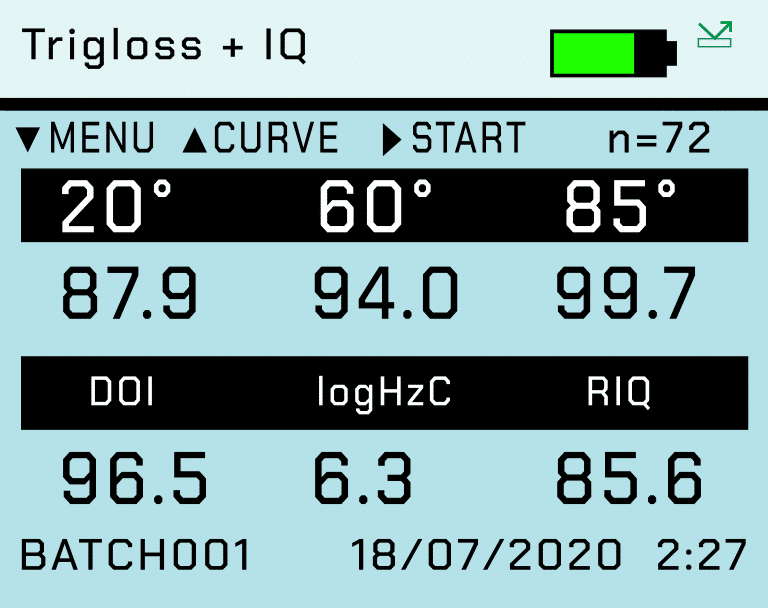
Simultaneous measurement of all parameters, date and time stamped.
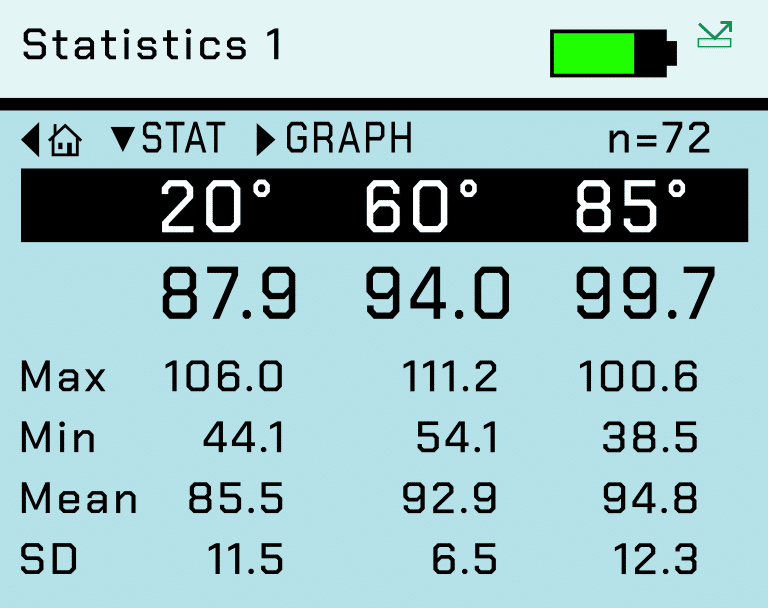
Displays full statistics for the number of readings in the current batch.
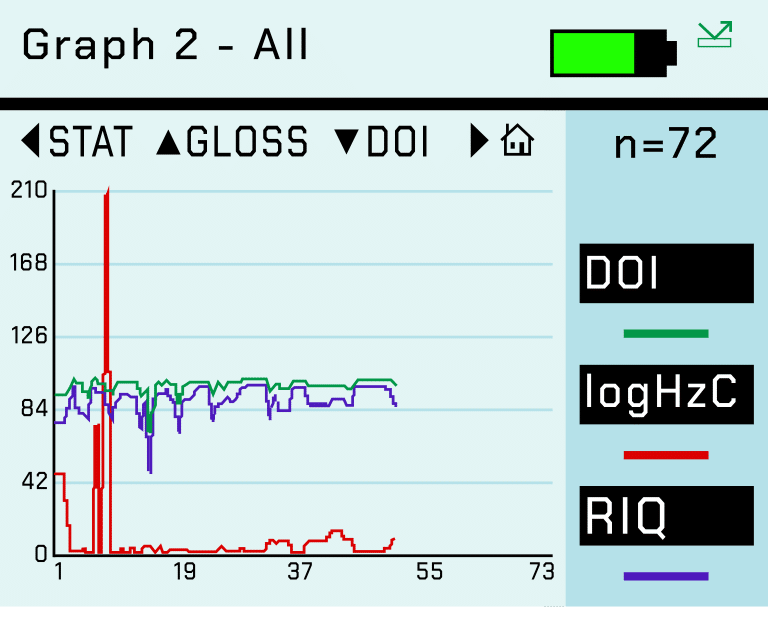
Graphical reporting for quick trend analysis.
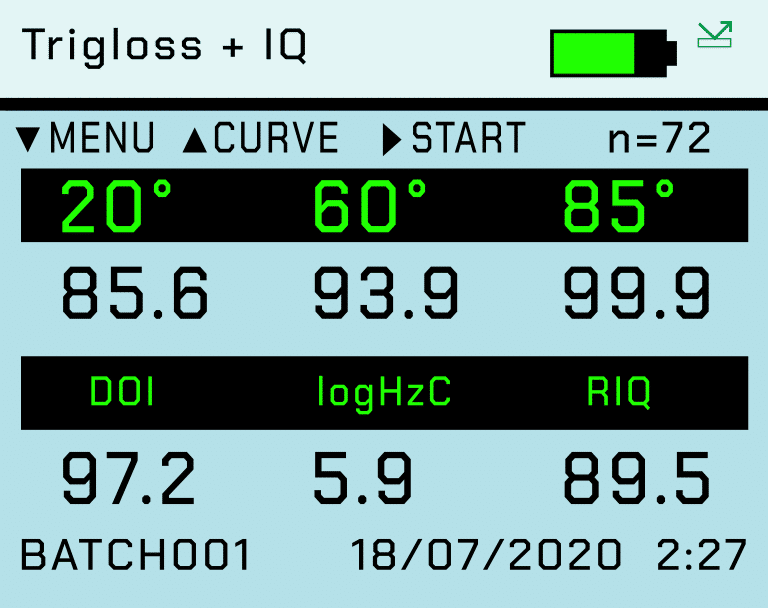
Pass / Fail parameters can be defined for instant identification of nonconformances.
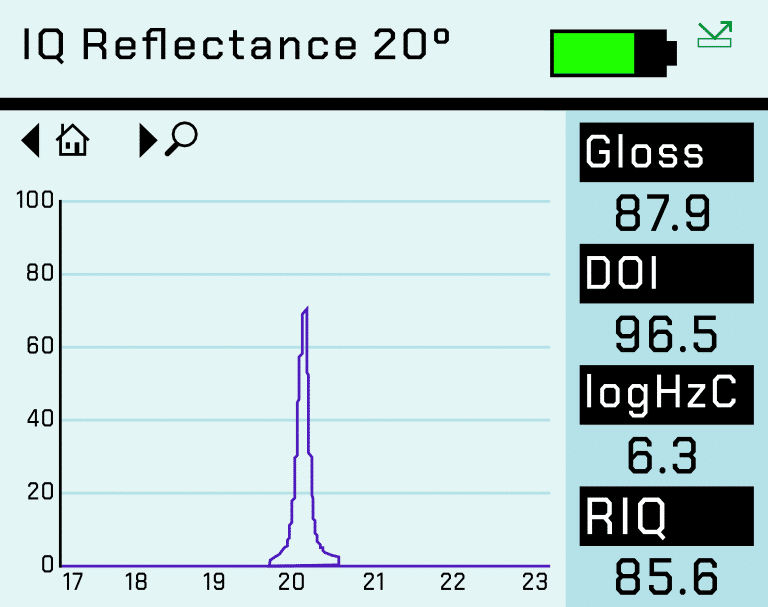
Different types of surface textures produce identifiably shaped reflectance profile. This goniophotometric data can be downloaded to a PC for further analysis and comparison via the USB cable or Bluetooth data widget.
View and inspect data saved on the instrument.